周邊磨砂輪
外圓磨砂輪
雙端面砂輪
曲軸磨砂輪
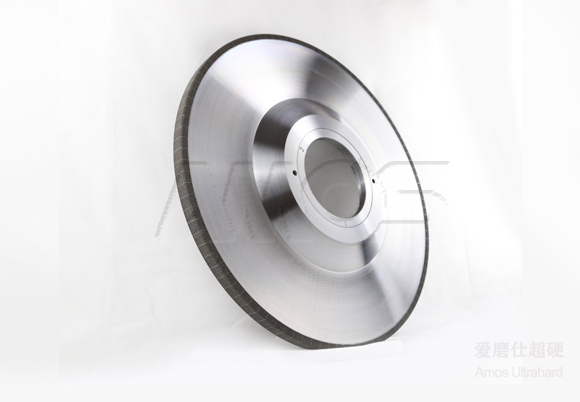
摘要:磨削條件包括砂輪線速度、工件線速度、切深、進給速度以及磨削液的種類等。它們直接影響磨削效果,因此應給予足夠的重視。 采用陶瓷結合劑CBN砂輪進行精密磨削,如果機床磨削系統剛性好,可盡量采用高速磨削。CBN砂輪在內圓磨削或精磨加工時,為提高相對轉速,可適當提高工件轉速。具體可根據磨削量和精度而定。
<tr id='imsy4'><strong id='imsy4'></strong><small id='imsy4'></small><button id='imsy4'></button><li id='imsy4'><noscript id='imsy4'><big id='imsy4'></big><dt id='imsy4'></dt></noscript></li></tr><ol id='imsy4'><option id='imsy4'><table id='imsy4'><blockquote id='imsy4'><tbody id='imsy4'></tbody></blockquote></table></option></ol><u id='imsy4'></u><kbd id='imsy4'><kbd id='imsy4'></kbd></kbd>