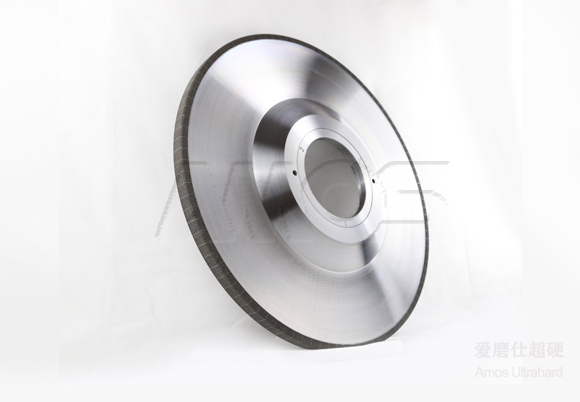
摘要:近幾年,市場對高精度零件的需求越來越大,同時機床的自動化程度也在不斷提高。為了保證加工零件質量的可靠性,提高加工精度和加工效率。因此超硬材料砂輪的替代應用在不斷的擴大,其中陶瓷結合劑CBN砂輪內圓磨頭是典型之一。但在實際的應用中也存在不少問題,面臨著不同的挑戰。
與外圓磨削相比,內圓磨削的難點:1)磨削精度較難控制。磨削時砂輪與工件的接觸面積大,特別是砂輪軸細長,易產生彎曲變形,造成圓柱度誤差。2)由于砂輪直徑很小,其線速度很難與外圓磨削相比,影響表面加工精度。3)生產率較低。因為砂輪直徑很小,冷卻液不易沖走屑末,砂輪容易堵塞,故砂輪需要經常修整或更換,也必然影響生產率。
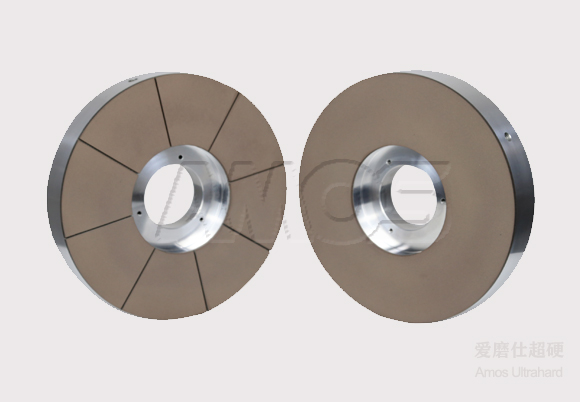
而要解決以上問題,除卻工藝系統的改善和數控系統的調整。砂輪制造商的技術水平和行業應用經驗是非常重要的。河南愛磨仕作為深耕陶瓷結合劑CBN砂輪多年的制造廠商在確定砂輪方案之前,會對每個客戶的機床條件、磨削工件特點及磨削效果要求等方面的數據進行全面的分析,定制針對性的磨削解決方案。