在凸輪軸的磨削系統中,凸輪軸加工余量大且材料難磨,對磨削精度和生產效率要求都很高。如何提高磨削效率和加工質量是凸輪軸磨削加工中的關鍵問題。
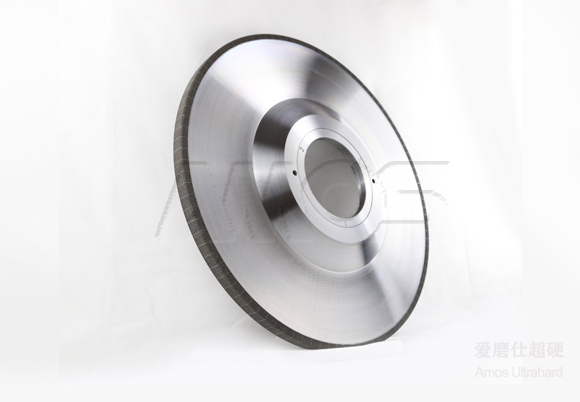
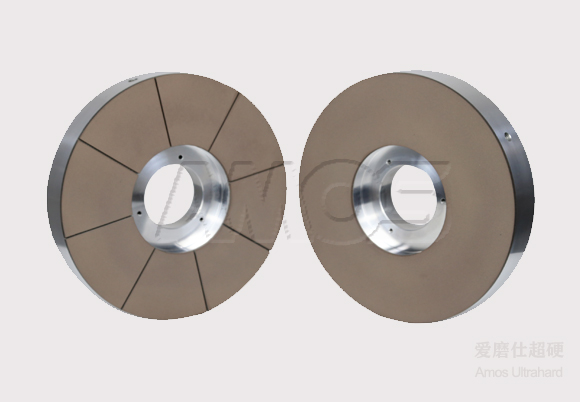
影響凸輪軸磨削加工的重要因素有:磨床、CBN砂輪、修整裝置、磨削液。這幾個因素也是造成磨削加工問題的主要原因。河南愛磨仕以凸輪軸為例,分析其磨削加工中工件表面出現燒傷問題的原因并總結相應對策,具體如下表所示:
| 問題 | 原因 | 對策 |
|
工件 表面 燒傷 |
1.磨削余量過大,導致磨削熱的作用時間較長 | 調整、分解磨削進給量,從而減少磨削燒傷的發生,同時增加零件旋轉和進給速度,保證生產節拍和效率。 |
| 2.回旋氣流和磨削間隙,造成磨削冷卻液不能充分進入磨削區域 | ①調整磨削冷卻液的壓力和流量,并對冷卻液的流量分段設定。②添加磨削冷卻液輔助噴嘴,提高噴射壓力,阻斷回旋氣流。 | |
| 3. 砂輪粒度不匹配,導致砂輪堵塞,造成工件表面燒傷; |
愛磨仕產品為匹配不同磨削條件,經市場檢驗已固定四種凸輪軸磨削專用解決方案。 有效解決燒傷問題的同時仍可滿足高線速(120m/s)和大進刀量(2.5mm) |
|
| 4. 砂輪硬度較高,磨料不易脫落,無法有效帶走磨削熱量,造成工件表面燒傷; | ||
| 5. 砂輪組織度不匹配,表面易堵塞,造成工件表面燒傷 |