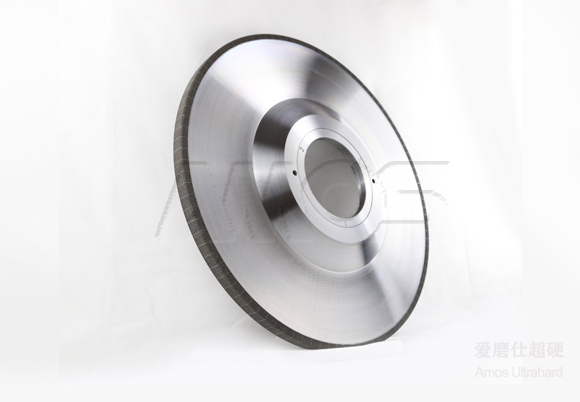
摘要:超硬磨料取代普通磨料的趨勢漸已明顯,事實證明采用超硬磨料磨具有無可比擬的優越性。金剛石適于加工硬而脆的材料,CBN磨料硬度高、良好的熱穩定性和化學惰性,使得CBN砂輪在加工黑色金屬及其合金材料有獨到之處。
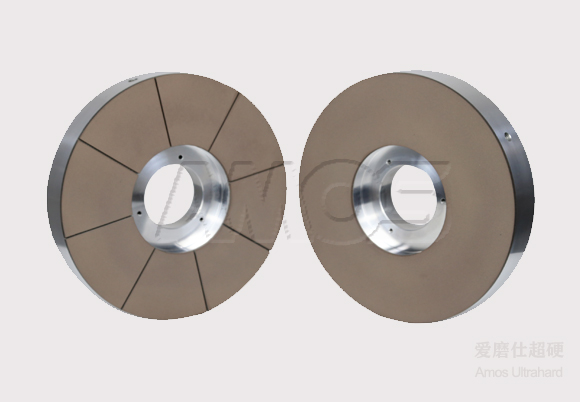
然而磨削加工是一個復雜的系統工程。同普通磨料砂輪一樣,超硬磨料磨具在應用過程中也會產生不同的磨削缺陷。下表針對超硬磨料磨具CBN砂輪磨削過程中工件表面產生燒傷、振紋缺陷的原因進行分析,并根據成因探討相應的解決方法。
| 陶瓷CBN砂輪 | 工件表面燒傷或振紋原因分析 | 解決措施 |
 |
①機床剛性不好,主軸剛性不好 ②砂輪開刃不徹底 ③砂輪組織太緊,沒有容屑空間磨削阻力太大 ④磨削時進刀量太大 |
①檢查機床各部件的性能和配合的松緊是否合適,增強主軸剛性 ②砂輪要充分開刃,使磨粒露出結合劑 ③選擇合適結合劑的砂輪,調整砂輪硬度 ④調整磨削參數 |