摘要:隨著技術創新與高科技產品的不斷涌現,零件的加工精度和表面完整性要求愈來愈高。超硬砂輪逐步替代普磨砂輪也成為趨勢。本文將總結分析超硬CBN砂輪替代普磨砂輪需要注意的具體事項。
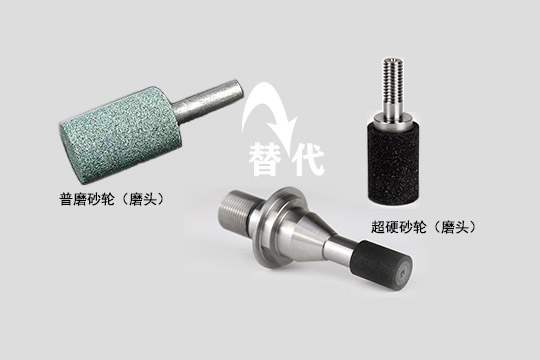
1. 普磨砂輪的優缺點
人造普通磨料分為剛玉類和碳化物類。剛玉類:棕剛玉、白剛玉、鉻剛玉等;碳化物類:綠碳化硅、黑碳化硅、立方碳化硅、碳化硼。雖然普磨砂輪種類多樣、價格低廉、應用廣泛,但隨著零件的加工精度和表面完整性要求愈來愈高,磨削正在向超精密磨削、超精密研磨和拋光等方向發展。普磨砂輪在加工效率、加工效果等方面越來越無法滿足磨削加工的要求,超硬砂輪逐步替代普磨砂輪也成為趨勢。
2.超硬砂輪的優勢
超硬砂輪是指用超硬材料作為磨料層制成的砂輪。通常超硬材料指的是人造金剛石、人造CBN。這兩種材料的同時存在,起到了互補的作用,可以覆蓋當前與今后發展的各種新型材料的加工,對整個切削加工領域極為有利。
金剛石砂輪磨具切削過程中,導熱性優越,散熱快,是磨削硬質合金、光學玻璃、陶瓷等硬脆材料的絕佳磨具。但因金剛石與鐵系有親和力,在700℃~800℃時容易碳化,工具磨損快。所以它不適于磨削鋼鐵材料及超高速磨削,只能用在有色金屬和非金屬材料上。
CBN砂輪磨料的出現引起磨削技術的新革命,它能承受1300℃~1400℃的高溫,對鐵族元素化學惰性大,導熱性好,磨鋼料時的切除率高,磨削比大,磨具壽命長,是磨削淬硬鋼、高速鋼、高強度鋼、不銹鋼和耐熱合金等高硬度韌性大的金屬的極佳磨料,已逐步成為未來難加工材料的主要切削工具材料。目前市場中應用較多的是陶瓷結合劑CBN砂輪,特別適合高效率、高精度磨削,如磨削發動機凸輪軸和曲軸、壓縮機部件、軸承內徑和溝道等各種難磨削工具。