摘要:CBN砂輪磨削要求機床有足夠的剛性、砂輪保持足夠的穩定狀態,否則容易產生磨削振紋。
1. 振紋產生機理
凸輪軸磨削中振紋的產生源于機床的振動。進一步分析,振動可以分為由砂輪高速旋轉引起的機床共振,包括砂輪軸的動不平衡、零件軸的偏心等;也有可能是砂輪磨削時磨削力的變化產生的顫振,主要由砂輪與工件的相互作用造成。
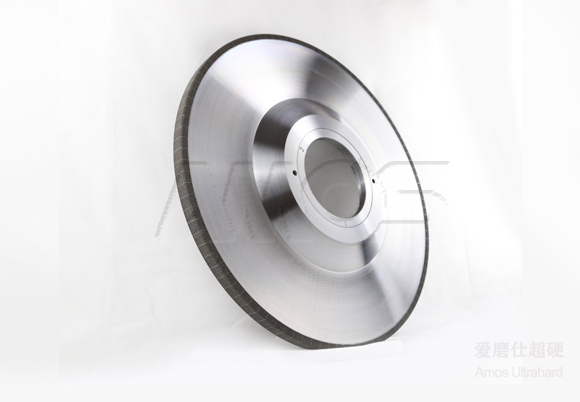
CBN的硬度高于普通磨料,高硬度使得它切削能力更強、更鋒利;同時CBN具有很高的耐磨性,它比普通磨料更難磨損。由于CBN砂輪能夠長期保持磨粒微刃的鋒利性,會使被加工工件的加工精度和表面粗糙度都達到較為理想的效果,砂輪磨削能獲得較高的尺寸精度和較低的表面粗糙度。CBN砂輪修整周期長、修整量較少、更換時間長且無需經常更換和修整砂輪,故可節約工時,工作效率高、綜合經濟效益好。但另一方面CBN砂輪線速度很快,砂輪—工件(凸輪軸)—機床整個系統若產生振動,工件磨削表面容易產生振紋。
2. CBN磨削振紋的分析與解決
| 問題 | 原因 | 對策 |
|
工件 表面 振紋 |
1.機床剛性 | 機床出廠時對床身及其主要鑄件的固有頻率進行共振測試 |
|
2.砂輪安裝定位方式產生的振動 |
每次安裝砂輪時,要求用專業測量工具檢測砂輪在機床上的安裝精度(螺釘軸與砂輪軸內孔的配合間隙、砂輪端面垂直度和外圓跳動)。 | |
| 3.砂輪的動不平衡量產生的振動 | CBN砂輪工作時極小的砂輪動不平衡量在高速旋轉時都會造成大的振動,故需要嚴格控制其動不平衡量。 | |
| 4.磨削力的變化產生的顫振 | 砂輪與工件的相互作用造成砂輪的不均勻磨損和堵塞,會在工件表面形成波紋;而工件表面的波紋反過來加速砂輪的磨損和堵塞,加重波紋問題。需要對砂輪修整質量進行監控。 |